





跨箱浇注壳型生产线是一种适用于φ40以下铸球、锻的连续浇注生产线,自动化程度高,减少了工人劳动强度,降低了生产成本,全线占地面约350m²。若满足该生产线壳型需求,则需要配备三台GX-KXJ-70壳型射芯机。
生产线流程
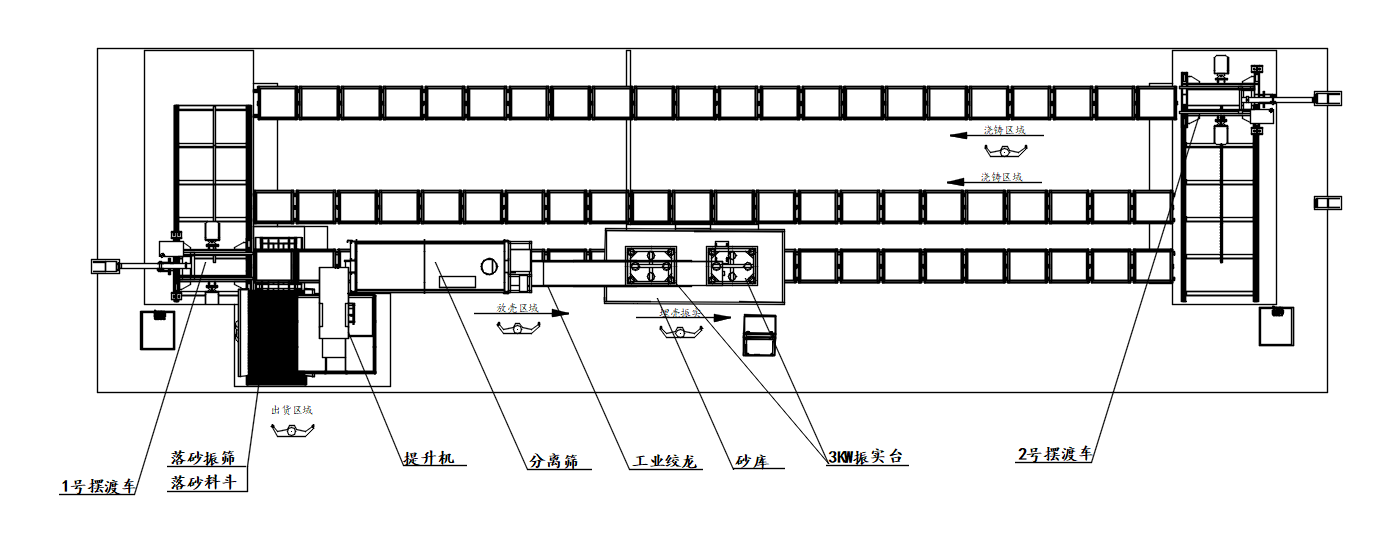
图1 - 设备布置
(1)在放壳区域进行壳型装填完成后,运行推箱油缸将砂箱运行到震实台上方,启动振实台按钮(脚踏板)进行振实;
(2)装有壳型的砂箱在浇注区域进行浇注;
(3)浇注好的壳型通过摆渡传动的运转陆续进入冷却段进行冷却;
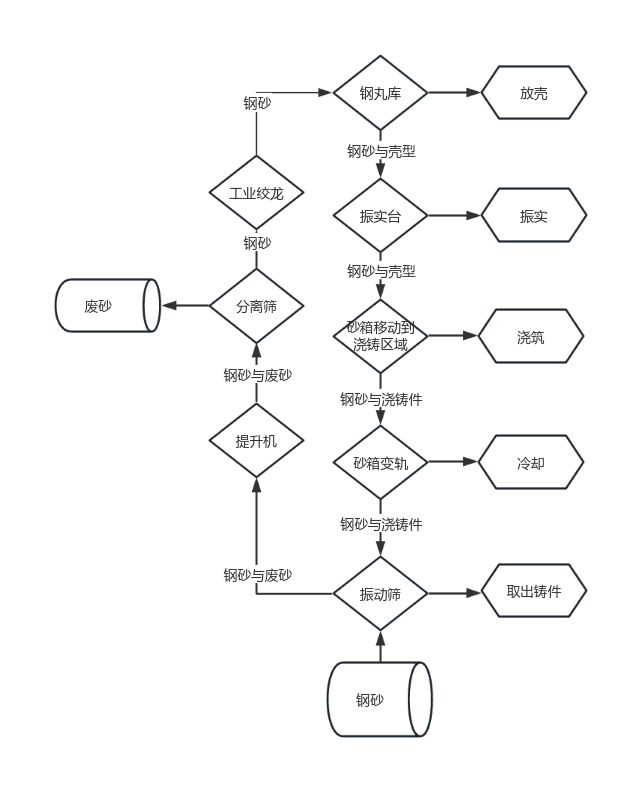
(4)载有冷却后铸件的小车进入翻箱、振动筛工位,即出货区域,将铸件、工装分离,废砂与钢丸进入绞龙运送至提升机入料口,再由1号提升机运送到分离筛进行废砂与钢丸分离,由绞龙将分离筛筛好的钢丸输送至钢丸库进行循环使用。
翻箱机上的砂箱更替并翻箱结束算一个循环周期,应充分考虑人工与电炉工作节拍,铸件从浇铸到出货之间的冷却时间要求,浇筑规模等因素可以根据贵公司要求合理的修定循环周期,提升生产率。
版权所有 COPYRIGHT © 2026 安徽宁国龙升机械装备科技有限公司 皖ICP备2025074313号-1 网站XML 技术支持:辰光网络
 扫一扫
扫一扫
